伺服作业机是运用AC伺服马达经过螺杆驱动滑块的,成形中下死点的方位可经过方位读取设备供给数据给方位控置设备进行操控。因而,机械的热膨涨和弹性变形不会影响产物的精度,调整出合适的滑块运动办法及以较端细小的单位操控下死点的方位。所以适用于高精度高机能的无切削成形螺杆式伺服冲床选用油压马达和储能器进行扭矩操控的办法,下死点的方位操控可到达微米级,是节约能源且有环保需求的机种。


齿轮成形:螺旋齿轮成形用复动油压冲床。这种冲床共有滑动驱动用、滑块内2个、作业台内2个,共5个驱动源悉数合用1个油压式驱动设备。成形的前期期间与常压**杆办法的内圈铸造成形相同,凸模刺进阻塞中的凹模齿形空间,资料从下方开端活动进行初成形。在这种状态下,模芯上升,资料中间的模芯直径由粗变细。此刻工件内径部又有了新的空间,能够发生新的塑性活动,所以加大压力资料就可充溢齿形的先端部位。用此办法加工出来的产物,加工压力只要1300Mpa,齿形部的塌角及毛剌较小。使用复动成形对资料活动进行操控成形出来的齿轮可达JIS3~4级,这十分接近于高附加值的无切削成形。
http://deruier168.cn.b2b168.com
欢迎来到佛山市江浩机械有限公司网站, 具体地址是广东省佛山市南海区佛山市南海区桂城街道石三村文海围工业区16号B,联系人是植先生。
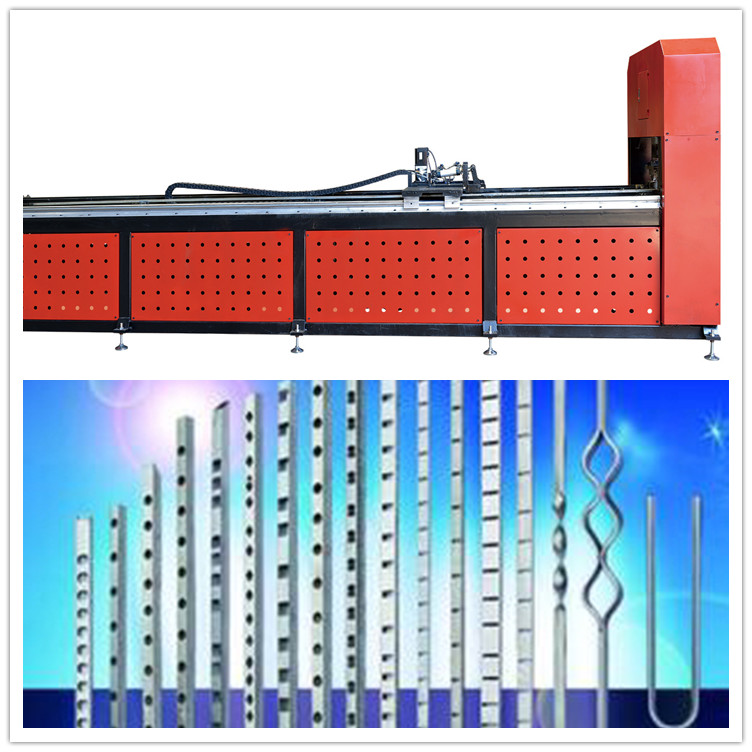
主要经营佛山市江浩机械有限公司是一家以高速液压冲孔设备为基础,集设计,制造,营销及售后服务为一体的专业制造企业。主要产品有:货架液压冲孔机、货架立柱冲孔机、自动冲孔机等设备。为客户提供优质、安全、可靠的技术和产品是江浩人永恒的方针;我们将不断追赶自我,一如既往地为客户设计价值,提供更优质的技术、产品和服务。
单位注册资金单位注册资金人民币 100 - 250 万元。
本公司以高品质的工艺生产,有质量保证的前提下,赢得广大用户的信赖与支持。主营货架液压冲孔机,货架立柱冲孔机,自动冲孔机,所有产品皆能享受质量保证,价格优惠,发货及时,规格齐全,非标定做。公司产品面向全国批发销售,货到验收付款,诚信有保证!


 10
10